Sistema de producción para paneles sandwich de EPS/lana de roca











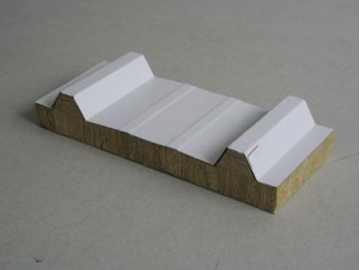

El sistema de laminación para paneles sándwich corrugados está conformado por la máquina perfiladora y por el dispositivo de laminación que pueden trabajar juntos o por separado. Esta línea para producción de paneles sándwich evita la laminación manual proporcionando un panel sándwich corrugado perfecto. La máquina integra equipos mecánicos y eléctricos logrando una operación de última generación y puede producir 500.000 metros cuadrados por año operando en una jornada diaria de 8 horas.
La perfiladora de este sistema de laminación está compuesta por el dispositivo de entrada del material, el dispositivo formador por rodillos y el dispositivo de corte. El sistema de laminación cuenta con dispositivos neumáticos, la unidad de corte automática y el sistema de control PLC que logran los procesos como el desenrollado, la alimentación, la calefacción, la laminación, el perfilado y los detalles del borde, el estriado, y el recorte del borde.
-
- El desenrollador es una estructura soldada formada por el marco de desenrollado, el dispositivo de expansión, y el sistema de freno, entre otras piezas. Al comenzar el desenrollado, la bobina se debe guiar hacia el sistema perfilado de forma manual, y una vez ahí la máquina comenzará la operación.
-
- Sistema para el recubrimiento de la lámina
Este sistema lleva a cabo el tratamiento de protección de la superficie.
-
- Sistema de perfilado
Este mecanismo está formado por el marco de acero soldado, las piezas de transmisión, y los rodillos, y se acciona mediante un reductor, por ruedas dentadas y cadenas. Los rodillos se diseñan a través del software CAD, se producen mediante técnicas de mecanizado, y poseen una superficie cromada que los hace más resistentes y duraderos.
-
- Marco de la perfiladora de rodillos
Es una estructura soldada rígida que pasa por un tratamiento de oxidación mediante el proceso de granallado.
- Marco de la perfiladora de rodillos
-
- Unidad de alimentación del material aislante
Esta unidad utiliza una estructura enmarcada. Una vez que la máquina está en funcionamiento, el operador coloca el panel aislante (el cual debe medir más de 3,5 metros de largo) en los rodillos de alimentación para entregarlo a la unidad de laminación, y luego se pega a las placas superior e inferior pre-pintadas.
-
- Unidad de laminación
Está formada por caños estructurales, y posee tres estructuras con rodillos de laminación, superior, inferior y pequeño. Cada estructura cuenta con un set de rodillos revestidos en caucho, la estructura con los rodillos superior e inferior se utiliza para aplanar el panel y la estructura con los rodillos pequeños se utiliza en el panel corrugado (tipo estriado). La estructura inferior es una estructura fija mientras que la superior puede ajustarse para regular la fuerza de laminación. Al momento de llevar a cabo el panel plano, la estructura pequeña desciende a la posición más baja, en cambio para la producción del panel corrugado, esta se eleva a la posición más alta.
-
- Unidad de corte
Esta unidad dispone de un sistema de avance y una sierra accionada a motor para cortar el panel sándwich. Este sistema realiza un corte sumamente preciso y utiliza un dispositivo de control neumático para la sujeción, la transmisión y la reserva.
-
- Línea de encolado
Este sistema trabaja de forma independiente y cuenta con cuatro cilindros en distintas posiciones para entregar el pegamento de forma proporcionada al dispositivo de encolado en 4 direcciones. La cantidad de pegamento se puede establecer según la velocidad de operación que está directamente relacionada con el motor de alimentación. En caso de aplicar dos tipos de pegamentos en distintas cantidades entonces deberá cambiar la cantidad de eslabones de las cadenas del eje de transmisión por cada tipo de pegamento.
| Modelo | XBJ-III | XBJ-IV | XBJ-VII | ||||
| Material apto de a superficie | Placa de acero de color | ||||||
| Material apto del núcleo | EPS | EPS | EPS\lana de roca | ||||
| Velocidad de operación (m/min) | 1-6 | 1-6 | 1-6 | 1-3 | |||
| Temperatura de operación adecuada | 25℃ Apróx. | ||||||
| Controlador | PLC | ||||||
| Operación | Pantalla táctil botón | ||||||
| Potencia total(KW) | 42 (incluye potencia del motor de calefacción) | ||||||
| Peso total(KG) | 22000 apróx. | 22000 apróx. | 25000 apróx. | ||||
| Tamaño total(mm) (largo×ancho×alto) | 40000× 3600×3300 | 40000× 3600×3300 | 45000× 3600×3300 | ||||









")








")







